下記のような事例に対応
・AMで金型を製作したが、従来品では発生しなかった割れが発生してしまった
・AM製品の追加工において、予期せぬひずみが発生してしまった
・表面改質目的の異材肉盛り部品について、処理の良否を定量的に評価したい
最大200mm 最小1mm程度の
試験体の測定が可能
機械制御で位置決定を行う為、±1μmの精度で制御可能
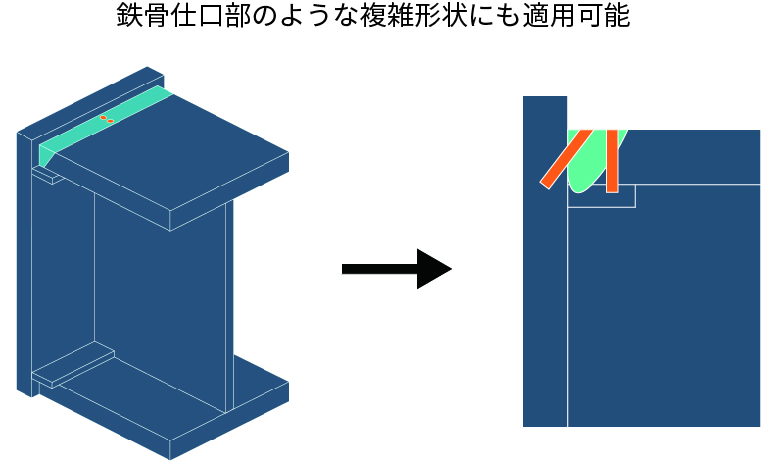
形状制約が小さく、
複雑形状でも測定可能
鉄鋼、非鉄金属、樹脂、特殊材
など様々な材種へも対応可能
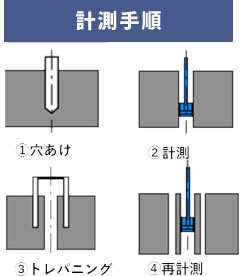
測定位置の穿孔+トレパニング
のみで測定可能
加工量が 抑えられる為、
短納期,測定コストダウンを実現
鋳造、鍛造、溶接、研削、ショットピーニングや熱処理などの加工によって材料中に応力が残ります。
残留応力は構造物における応力腐食割れ、疲労亀裂や脆性破壊を引き起こす恐れがあります。
それ故、残留応力の把握による適切な構造設計・金属加工・新素材開発・施工管理は 構造物や各種加工部材の信頼性確保に必要不可欠です。
山本金属では培ってきた金属を削る・穴を開ける・磨くという技術と
素材を計測評価するノウハウを活かし、あらゆる残留応力計測サービスを実施しています。
なおMIRS®法は弊社が培ってきた加工技術を活かした深穴穿孔法を利用した高精度な内部残留応力測定法です。
全ての工程を日本国内で行いますので従来よりも短納期で対応させて測定・評価させて頂きます。
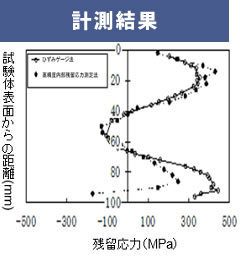
高精度内部残留応力測定法はイギリスで開発された深穴穿孔法(DHD法)を
山本金属製作所・ 大阪大学 ・コベルコ溶接テクノ株式会社・岡山県産業振興財団と共同で改良した高精度測定方法です。最短2週間の短納期にも対応しております。
| 通常MIRS® | 表裏面特化型MIRS® | |
|---|---|---|
| 対象 | 厚板・大型部品 | 薄板・小型部品 |
| 適用サイズ | 直径:~Φ3000mm以内 厚み:約4mm以上 |
直径:~Φ200mm程度 厚み:約1mm以上 |
| 評価穴径 | φ2.5もしくはφ6 | 素材形状によって変化 |
| 計測深さ | 1~200mm程度 | 0.1~50mm程度 |
| 測定ピッチ | 0.2mm~ | 0.2mm~ |
| 測定位置の誤差 | ±0.01mm程度 | ±0.01mm程度 |
| 特記事項 | なし | 表層から0.1~1mmは降伏応力50%以下であれば 定量評価可能(超過時は参考値) |

・AMで金型を製作したが、従来品では発生しなかった割れが発生してしまった
・AM製品の追加工において、予期せぬひずみが発生してしまった
・表面改質目的の異材肉盛り部品について、処理の良否を定量的に評価したい
皆様からの残留応力計測ソリューションサービスに関してよく頂く御質問をまとめました。
下記以外の質問もお待ちしておりますので、是非お問い合わせ下さい。