A社様:担当業務「生産技術」
FSWの原理と現状の課題を理解できました
当社の製品の開発内容に則って、カリキュラムを組んで頂いたので、直ぐに役に立つ知識が得られました。 品質にFSWの原理が紐づいて学ぶことが出来、現状のおこってる課題の深ぼりができました。また、座学と実演の両面から勉強できた点も非常に良かったです。 今回は初級コースの受講でしたが、中級上級コースもぜひ受講してみたいです。
社内で採用実績がなく、
前例もないので、
試験のとっかかりが難しい。
新素材や新形状に対する
適切なツールと接合条件等、
相談できる機関が少ない。
接合メカニズムが
解明されていない。
効率の良い試験計画が
組み立てれない。
実技演習を伴った
FSWの接合理論を
学べる,勉強できる場が少ない。

FSW教育支援サービスでは、高度生産技術者の育成を目指します。
※高度生産技術者とは、実生産現場における、インプロセスの品質評価ができる人財。
レベルによってカリキュラムを用意しています。
実際の接合加工を行える環境があり、実技演習も出来ます。
| 実施場所 | 株式会社山本金属製作所 岡山研究開発センター |
|---|---|
| 参加人数 | 4名様まで(1企業様のみ) |
| レベル1(FSW導入コース) 期間:1.5日 | |||
|---|---|---|---|
| 座学 | 基本原理 | 実習 | A6061/A6061の重ね接合の実習 |
| 特徴(長所・短所) | →接合中(インプロセス)のツール温度・負荷のモニタリング | ||
| 適用事例 | →接合条件によるインプロセスデータと継手外観の比較 | ||
| 規格と用語 | |||
| 継手形式の例 | |||
| 断面図観察 | |||
| FSWの理論と実践 | |||
| FSWの基礎理論と接合メカニズム | |||
| 材料と接合性の理解 | |||
| ツール・装置の構造と選定 | |||
| データ計測と継手評価 | |||
| レベル2(FSW実践コース) 期間:2日 | |||
|---|---|---|---|
| 座学 | 基本原理 | 実習 | A6061/A6061の重ね、突合せ接合の実習 |
| 特徴(長所・短所) | →接合中(インプロセス)のツール温度・負荷のモニタリング | ||
| 適用事例 | →接合条件によるインプロセスデータと継手外観の比較 | ||
| 規格と用語 | →現場で発生しうる不具合(ギャップ・目違い etc)と品質の関係 | ||
| 継手形式の例 | →X線透過像検査 | ||
| 断面図観察 | |||
| FSWの原理と接合中の現象理解 | |||
| 接合品質と欠陥のメカニズム | |||
| 材料と接合性の理解 | |||
| ツール・装置の構造と選定 | |||
| データ計測と継手評価 | |||
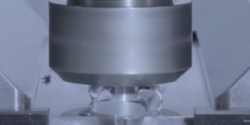
Demonstration
実際に接合してみましょう。

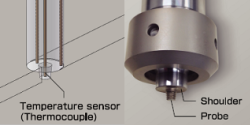
To visualize
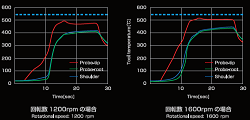
接合中のツールの温度・力・加速度・抵抗、ワークの温度
⇒計測の仕方をレクチャーします。
Observation method
断面観察の方法・X線による欠陥状態の見方・引張試験
製品品質の管理のポイントが分かる。
 OK接合例A5083 5t
OK接合例A5083 5t NG接合例A5083 5t
NG接合例A5083 5t 異種接合事例(Mg合金+A6061)
異種接合事例(Mg合金+A6061)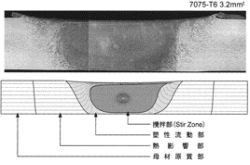 ※画像はイメージです
※画像はイメージです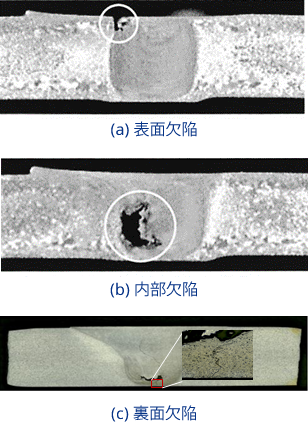
Theory
理論を理解し、生産現場で問題が起きた際に、解決方法を自ら導きだ出せるようにする。高度生産技術者の育成には欠かせません。
※高度生産技術者とは、実生産現場における、インプロセス品質評価ができる人財。

当社の製品の開発内容に則って、カリキュラムを組んで頂いたので、直ぐに役に立つ知識が得られました。 品質にFSWの原理が紐づいて学ぶことが出来、現状のおこってる課題の深ぼりができました。また、座学と実演の両面から勉強できた点も非常に良かったです。 今回は初級コースの受講でしたが、中級上級コースもぜひ受講してみたいです。
実際にFSWのテストを10点以上していただき、ツールの回転速度や押し込み量、ツール移動速度等の変化にともなう出来上がりを体験できた事がよかったです。重ね合わせや板厚3mm違い等様々な条件でのテストも参考になりました。MULTI INTELLIGENCEⓇシステムによる計測を拝見し、接合をリアルタイムに計測することが可能で、記録が残る素晴らしいシステムだと実感しました。
FSWスペシャリストの方に直接教えていただけたので理解が深まりました。実演で様々な接合条件で接合温度、負荷などのデータを取っていただけたので
マルチインテリジェンスツールのありがたみをよく理解できました。
弊社のモニタリング技術を中心に、
FSW(摩擦攪拌接合)について説明させて頂きます。