特徴01
加工中の温度・加速度データを
リアルタイムに表示し、記録
リアルタイムに表示し、記録

MULTI INTELLIGENCE® (Cutting version) 熱・振動同時計測type
特許取得済み 特許第6168695号
切削加工時の工具の温度・振動をリアルタイムにモニタリングする事が可能な機器です。
クーラントを掛けながらの温度計測も可能です。(インナースルー対応可)
赤外線サーモグラフィでは測定できなかったドリル加工時における
工具刃先の温度の測定も可能です。
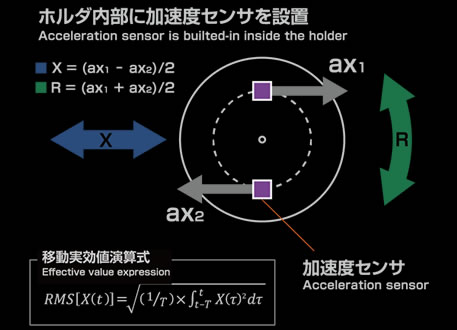
振動については計測したい工具を把持するだけで計測が可能であり、
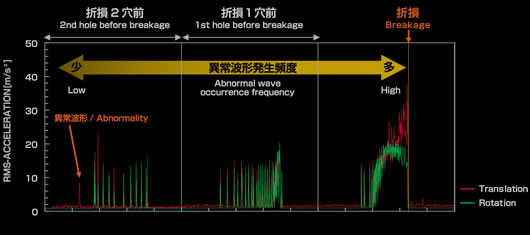
折損に至るまでの過程情報のモニタリングが可能です。
またデータ検出が難しい小径工具にも対応致します。
加工現象の”見える化”を実現し、
切削加工のIot化・最適加工条件選定・トラブル解析をサポート致します。


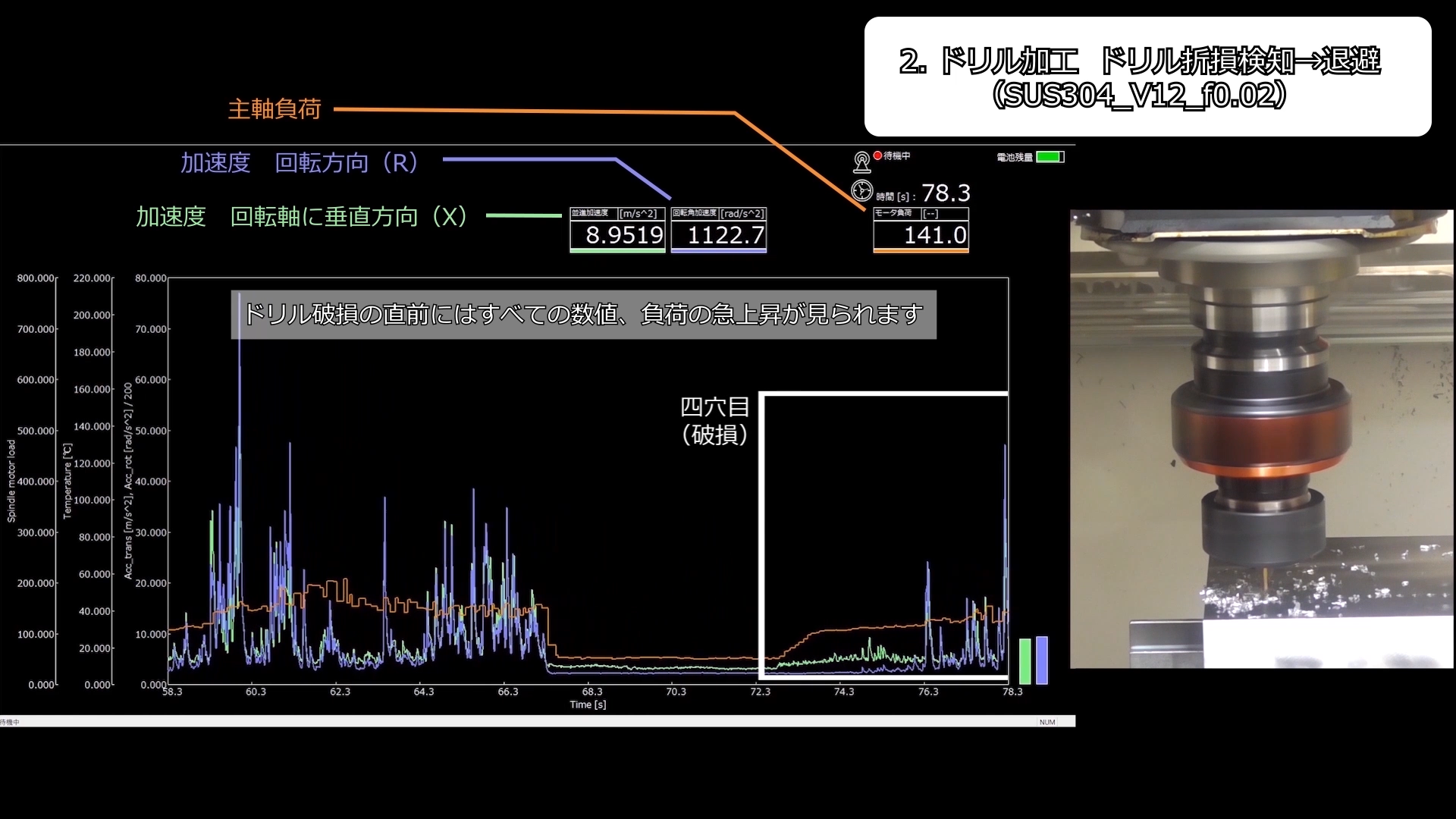
MULTI INTELLIGENCEⓇが次加工で加速度の上昇(設定した閾値を超えない)を検知しないため、
CNCと連携し自動で工具退避+加工中断の対応をします。
動画全編は下記リンクより
https://youtu.be/0CbD1VYjAvk
新油剤の評価として有効な手段を探していたところ
(株)山本金属製作所様のMULTI INTELLIGENCEⓇに辿り着きました。
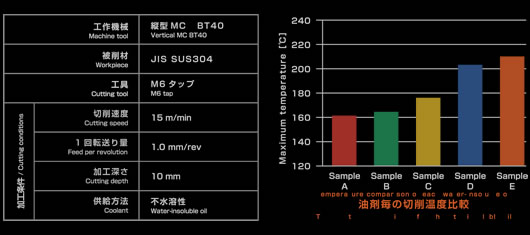
開発した油剤が加工中に発生する熱に対してどの程度の抑制効果があるかを検証することは、開発スピードを上げるために非常に重要です。
従来は加工中の温度の計測はおろか、実際の切削加工においての評価方法も各メーカーによって異なり、切削加工にとって有効な評価方法の確立ができていませんでした。
MULTI INTELLIGENCEⓇを導入することで、開発油剤の効果を熱という重要なパラメータで評価することが可能になりました。
また、実際の切削加工と同じ評価になるため、開発油剤の信頼性向上、販売促進にも貢献しています。

こんなお悩みを解決します
現状の加工条件より
良い条件を知りたい
新工具の加工性を知りたい
新素材の加工性を知りたい
新油剤の加工性を知りたい
MULTI INTELLIGENCE®はレンタルでもご利用頂けます。
どんな事が出来るだろうか?とお悩みの方は是非レンタルにてMULTI INTELLIGENCE®の性能をご確認ください。

※PCはご準備ください


皆様からよく頂く御質問をまとめました。
下記以外の質問もお待ちしておりますので、是非お問い合わせ下さい。
| シャンク規格 | BT30,BT40,BT50,HSK63A,HSK100A ※基本仕様以外での対応も可能(応相談) |
|---|---|
| チャックタイプ | 下図参照 ※対応表以外の規格についても相談承ります |
| 最大工具挿入深さ | 39mm |
| 最高回転数 |
BT30,BT40,HSK63A:20,000rpm BT50,HSK100A:10,000rpm |
| 回転バランス | 1.2g・mm以下 |
| その他 | 充電式,クーラント外部・内部給油可(7Mpa) |
※1 対応表
 ER:テーパーコレット 標準規格DIN6499/ISO15488準拠の16°テーパ
ER:テーパーコレット 標準規格DIN6499/ISO15488準拠の16°テーパ
SL:サイドロック
FM:フェイスミルアーバ
| 共通 | 電源 | 3.7Vリチウムイオン二次電池 (機内に内蔵) |
|---|---|---|
| 連続使用時間 | 24H以上 ※使用状況や環境により短くなる場合あり |
|
| 充電時間 | 最大約2.5H | |
| サンプリングレート | 約100ms(10Hz) | |
| 使用電波周波数帯 | 2.4GHz帯 | |
| 通信可能距離 | 約20m以下(遮蔽物無) | |
| 温度 | 測定点数 | 1点(工具回転軸上で指示可能) |
| センサタイプ | φ0.5シース熱電対K型(JISクラス2相当) ※φ0.5以外の熱電対も可能(応相談) |
|
| 温度計測範囲 | 0~1000℃ | |
| 加速度 | 検出方向 | 回転軸に垂直方向【X】,回転軸方向【R】 |
| 入力可能範囲 |
X方向:3~600m/s2 R方向:600~12,000rad/s2 |
|
| 検出可能周波数範囲 | 0~6,000Hz(圧電センサの検出範囲) | |
| 評価指数 | 実効値m/s2(積分時間約100ms) |

切削加工時の工具の温度・振動をリアルタイムにモニタリングする事が可能な機器です。クーラントを掛けながらの温度計測も可能(インナースルー可)振動計測については工具を把持するだけで可能です。

加速度データの高速サンプリングにより、周波数解析が可能です。(サンプリングレート44.1kHz)
高速データ収集で真の波形を読み取り最適加工条件の選定をサポート。
※被削性評価試験サービス・レンタルサービスのみ対応

摩擦攪拌接合(FSW)における接合中のツールの温度をリアルタイムにモニタリングする事が可能な機器です。









